






















Enhanced Deposition Rates and High Quality Welds with Stargon™ VS Gas Blend
Shielding gases play an important role in metal fabrication welding processes. For example, shielding gases help you protect your weld pool from exposure to nitrogen, oxygen, water vapor and other elements that negatively impact your weld chemistry and physical properties. Keeping these contaminants out gives you better control over the welding process and leads to an improved weld bead shape and reduced spatter levels. Better quality welds require less post-weld work and cleanup – saving you time and money.
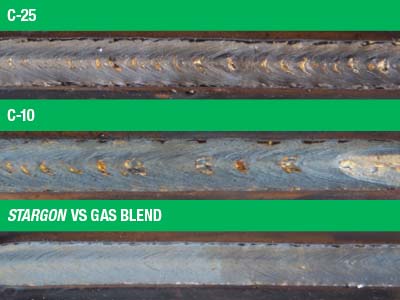
However, shielding gases have natural limits on deposition. For example, 75% argon/25% CO2 shielding gas lacks enough energy in the arc to stabilize the weld at high deposition rates, which when attempted, results in significant spatter and undercutting. Additionally, the excessive spatter and crowning often caused by 90% argon/10% CO2 welding gas diminishes the quality of your MIG welding process. So, if your application calls for a flat, clean weld at maximum wire feed speeds and deposition rates, Stargon™ VS welding gas blend is a clear choice.
Stargon Welding Gas Blends
Linde’s Stargon shielding gas blends are a family of argon-based blends with additions of carbon dioxide, oxygen or helium that help enhance arc performance during welding – resulting in high-quality welds on carbon steel, stainless steel and aluminum. Each Stargon blend has been developed to meet the demands of your specific MIG welding process while improving productivity and lowering your cost per foot of weld.
Stargon VS welding gas blend is a proprietary mix of argon, helium and carbon dioxide for welding carbon steel. It is formulated to perform well with all solid and metal-cored wires and designed to meet the demands of your GMAW process for high deposition rates, fast travel speeds and improved productivity. Stargon VS gas blend provides high arc energy, which stabilizes the arc and allows maximum wire transfer rates and travel speeds, focused penetration and excellent bead appearance leading to good wetting, flat crown and minimal spatter.
Formulated for Higher Efficiency and Productivity
When tested alongside 75/25 and 90/10 welding blends under the same conditions -- 70S-6 .035 wire with 3/16 in. fillet weld – the benefits of using Stargon VS welding gas blend are easily seen. The use of 75/25 shielding gas resulted in a somewhat erratic arc, crowning of the weld, large amounts of spatter, significant amounts of silicon inclusions and was limited to a 7.4 pounds per hour deposition rate.
When welding with a 15 percent duty cycle, Linde’s Stargon VS gas provided a 20 percent increase in productivity over 90/10 and a 40 percent increase when compared to 75/25 shielding gas, meaning more parts per hour at less cost per foot of weld. Additionally, the quality of the weld was superior, resulting in minimal post weld clean-up and processing, saving additional labor costs.
Benefits of Stargon VS Welding Gas Blend
- High deposition rates and travel speeds
- Flat, clean welds with virtually no spatter or silicon inclusions
- Can be paired with a range of wire sizes of solid and metal cored wires
- Can be used with multiple forms of metal transfer
- Excellent arc stability at both low and high amperages
- Minimal porosity on galvanized sheet material
- Less spatter on surfaces with light oil/scale