






















Stargon™ Gases – Easy to Implement
You know the old saying, “If it ain’t broke, don’t fix it.” But what happens if something is broken and you don’t know it? That is what occurs with countless metal fabricating operations and their carbon and high-strength steel welding applications. Specifically, many manufacturers and metal fabrication shops still weld with the same C-25 shielding gas they were using a generation ago, not realizing they may be wasting money on lost efficiency and productivity. They don’t know the old gas is a problem, so they never fixed it.
“For some of these companies, it’s a tradition to use C-25 gas blend,” says Larry Cherne, Market Manager for Linde. “It’s what they’ve always done, and it is convenient, but they need to know they have better options that can save them money overall by reducing labor and clean-up.”
When Gas Metal Arc Welding (GMAW) or Metal Inert Gas (MIG) welding became a widespread commercial process in the 1960s, the most popular shielding gas then was a mixture of 25% CO2 and 75% argon. Now, some fifty years later, that same product is still the most common gas. With all of the changes our industry has seen in products and equipment over the years, that longevity is almost hard to believe.
“The 75/25 or C-25 blend is still a suitable mixture for MIG welding of steel that’s 18 gauge and thinner,” Cherne adds, “But less than half of the steel welded today is 18 gauge or less. That means a huge portion of the fabrication industry is spending money for the wrong shielding gas and adding unnecessary expenses to their work.”
Improved gases, improved profits
Linde’s Stargon shielding gas blends provide a superior surface appearance, higher travel speeds, short controllable arc lengths, less spatter, outstanding out-of-positioning welding and high deposition rates, as well as lower fume levels. Stargon shielding gas blends are especially beneficial for metal fabrication operations using several GMAW process variations, as these versatile blends can be used with short circuiting, globular, spray or pulsed arc transfer processes. By increasing work speed while reducing defects, Stargon shielding gas blends can raise your level of throughput while reducing or eliminating the costs surrounding post-weld processing.
“The Stargon gas blends costs are comparable with C-25,” Cherne explains. “It’s not a complicated equation: if your costs remain about the same as you change to the correct gas mixture and improve productivity, your business will naturally earn more.”
Three options for carbon steel
There are many different types of Stargon gas, but Linde has created three distinct products for the welding of carbon steel: Stargon CS, Stargon VS and Stargon LH.
Stargon CS shielding gas blend was designed for steel fabrications where an increase in weld travel speed with less spatter is important. It is formulated to produce a weld with less undercut at the weld toes and a lower crown. The weld metal deposition efficiency improvement is typically 12%. That translates to consuming less filler metal and less gas, with reduced spatter and less distortion – all of which generate more profit for you. The addition of oxygen in the mixture can make an amateur’s welds look like the work was done by a robot. Stargon CS shielding gas blend tolerates light rust and mill scale, making welds easier to accomplish the first time.
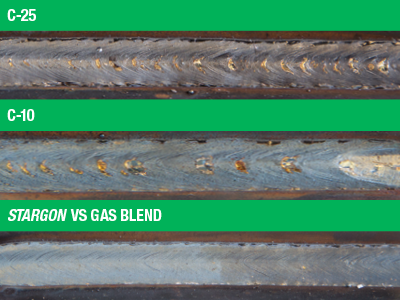
Stargon VS shielding gas blend is a versatile shielding gas with an optimized blend of argon, helium and carbon dioxide. It’s formulated to perform well with all solid and metal-cored wires on plain carbon steel or galvanized steel, with short circuiting, spray and pulsed spray welding processes. Stargon VS increases travel speed and pounds per hours of deposition, and it effectively welds through oil, rust, dirt and mill scale with minimal if any porosity. Excellent penetration, with a flat crown means each pound of filler metal goes further. Whether you apply by manual or robotic welding, parameters can be dialed in with a consistency that lets you stop wasting time on sanding or grinding after the welding is complete.
Stargon LH family of shielding gas blends are the first optimized shielding gas blends that use a gaseous fluoride addition to help control the level of hydrogen in your weld deposits. Some flux-cored arc welding electrodes have added solid fluoride compounds and can negatively affect welding performance, as can tubular filler wires which may have acquired moisture. Optimal for medium-to- high strength steel, the Stargon LH (low hydrogen) family of shielding gas blends reduces weld hydrogen levels by up to 20% - 50%, depending upon certain factors, thereby reducing the chance of hydrogen-assisted cracking. Further, they allow users to exercise less restrictive controls related to product use, handling and storage while still achieving lower weld hydrogen levels, excellent weld mechanical properties and higher levels of productivity.
Patented mixing system
You can be confident that Stargon shielding gas blends deliver top-quality performance from start to finish, because they are blended with Linde’s exclusive StarBlend™ technology. The StarBlend mixing process ensures that Stargon products have a consistent, uniform composition at every pressure. That also means you can use all the gas you receive and eliminate residual gas waste.
When you consider the many advantages of Stargon shielding gas blends compared to C-25 – faster travel speeds, increased welder productivity, less rework, reduced spatter, less cleanup and many other reasons – it’s easy to see why so many metal fabrication operations prefer Stargon blends. Upgrading to a Stargon gas blend is one of the easiest steps you can take to enhance the quality of your welding processes and final products, and it can be done for a comparable cost to C-25.
who can help you choose the right blend for your specific process needs and priorities. Invite Linde to analyze your current operation and processes and provide recommendations on how your facility can be more productive.
“If you’re still using C-25, there’s a good chance you’re cheating yourself,” concludes Cherne. “Once you learn which gas mixture is best for you, it’ll make a big difference.”